| Find the optimum product
mix
|
 |
The problem is to find values of P and Q that
maximize the objective of the problem. We use the Mathematical
Programming add-in to generate the model in Excel.
The model is then solved with the Excel
Solver.
The worksheet with the model is shown below. Notice that the
model has four constraints
representing the machine times. The market constraints on production
are represented as simple upper bounds. These could have been
included in the constraint set, but using simple upper
bounds provides a more compact model.
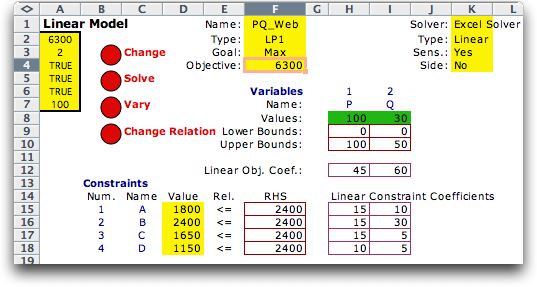
The solution is shown under P and Q in row 8. The optimum
solution is to produce 100 units of P and 30 units of Q.
The net profit of this solution is $300. That is the $6300
shown in cell F4 on the worksheet, less the $6000 operating
expense. The latter was not included in the model because
it does not affect the optimum decisions. Constant values are
never included in the objective function. |
Find the bottlenecks |
|
From the value column for the constraints, we
see the amounts of time required by the optimum production quantities.
Clearly, the time on machine B is a bottleneck for this situation.
The market for P is also a bottleneck because the optimum value
is the upper bound for P. If either the time on machine B or
the market for product P are increased, the profit will increase. |
Find
the range over which the unit profit may change |
|
This result is determined from the sensitivity analysis. We show below the sensitivity analysis created by
the Excel Solver. The part of the analysis labeled Adjustable
Cells provides information concerning the variables and the
objective function. Each row on this table represents a variable.
The Cell entry is the Excel reference to the cell holding
the variable value for the optimum solution. The Name is
provided by the name appearing above the value cell on the
model worksheet (row 7). The Final
Value is the amount of that variable for the optimum solution.
The Reduced Cost is the change in the optimum objective
per unit change in the upper or lower bounds of the variable.
Since the final value of P is equal to the simple upper bound,
the reduced cost tells us that the objective function will
increase by 15 per unit increase of that upper bound (100).
Neither the upper or lower bound for Q is restricting, so its
reduced cost is 0. The reduced cost really represents a derivative
of the objective function with respect to the variable bound.
It may be true that a unit change cannot be made without some
other constraint becoming tight.
The Objective Coefficient column provides the current
value of the objective coefficient. The next two columns tell
how much that coefficient can change before the optimum solution
changes. We see that the Allowable Increase in the objective
coefficient for P is essentially infinity and the Allowable
Decrease is 15. This means that the unit profit (objective
coefficient) can range between 30 and infinity while the current
solution ( P=100 and Q = 30) remains optimal. The unit profit
of Q can range between 0 and 90 with the current solution remaining
optimal. It should be emphasized that these ranges are correct
only if one profit coefficient is changed at a time. |
Find the marginal
benefit of increasing the time availability |
|
The part of the sensitivity analysis labeled
Constraints, gives information concerning changes
in the constraint right-hand sides. Each constraint provides
a row on this table.
The Cell entry is the Excel reference to the cell holding
the constraint value. The Name is provided by the name
to the left of the value cell on the model worksheet (column
C). The Final
Value is
the amount of the constrained quantity used by the optimum
solution.
In this case it is the machine time used.
The column labeled Shadow Price gives the marginal
benefits of increasing the time availability. For machines
A, C and D the marginal benefit is zero. Since these machines
are underutilized, there is obviously no benefit for providing
additional minutes.
The shadow price for machine B is 2. This means that an extra
minute of machine time yields an increase in profit of $2.
This number is valid throughout the range indicated by the
last two columns. That is, for product B, the shadow price
of 2 is valid for any availability between 1500 and 3000 minutes. |
Find the range over
which the time availability may change |
|
The Allowable Increase and Decrease columns
give the change in the constraint limit within which the current
basis remains optimal. This means the bottlenecks remain the
same in this range.
We learn from the row for A that the machine availability
can go as low as 1800 and as high as infinity. Of course this
is reasonable because this constraint is loose with 600 unused
minutes for the machine. Similar comments can be made about
machines C and D.
The range for machine B is from 1500 to 3000 minutes. Since
this constraint is tight for the optimum solution, certainly
as the time available for B changes, the amounts of products
P and Q must change. The interesting result is that the time
on machine B and the market for P remain the bottlenecks within
the range. |
Parametric Analysis |
| |
The Vary button on the
worksheet provides a parametric analysis where a single number
is varied
over a range and the optimum reported for several values. For
the example, the time available for machine B is an important
parameter, so we vary that value from 0 to 3500 minutes in steps
of 500 minutes with the following results.
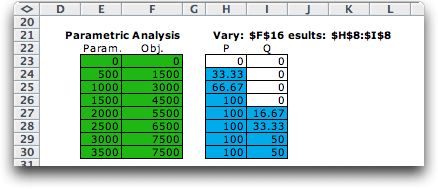
The add-in provides a graph of the objective
as a function of the parameter. The limits observed in the sensitivity
analysis for the right-hand side of the second constraint
are clearly evident in the results. Below 1500, the
variable
P is basic, while Q is not. In the range 1500-3000, the variable
Q is basic, while P is non-basic at its upper bound. Neither
P nor Q is basic above 3000. Both are non-basic variables at
their upper bounds.
|
| |
|