| |
The Theory
of Constraints (TOC) is a five-step procedure for operating
a system producing several products on several machine resources.
We list the steps below.
- Step 1: Identify the system's constraint(s).
- Step 2: Decide how to exploit the system's constraint(s).
- Step 3: Subordinate everything else to the decisions of
Step 2.
- Step 4: Elevate the system's constraint(s).
- Step 5: If a constraint is broken in Step 4, go back to
Step 1.
In this section, we describe how process flow analysis is used
to perform step 1, identify the system's constraints. At the
same time we illustrate a number of the issues that arise while
designing and operating a production process. We use an example
taken from teaching materials provided by the Goldratt Institute.
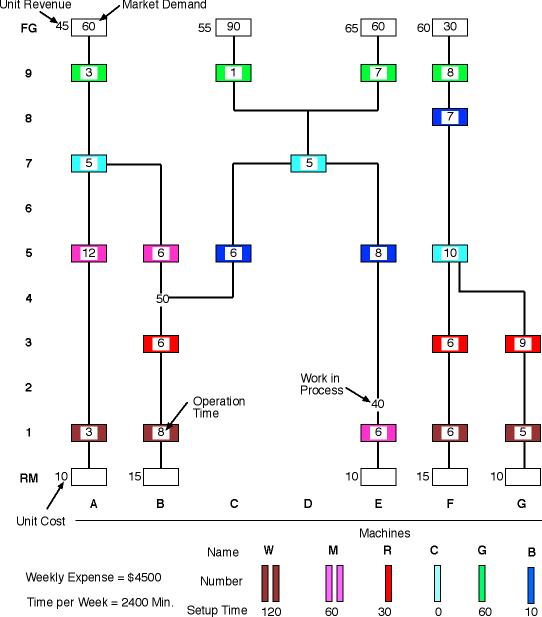
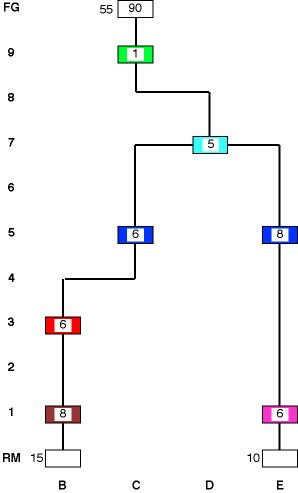
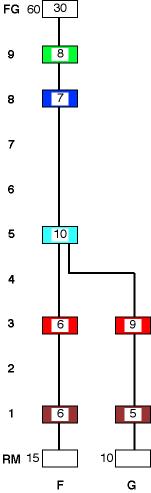
In the figure below, the left and bottom axes are labeled for
indentification of the various system components. The components
are the colored rectangles arranged in rows and columns. The
manufacturing process starts at the bottom of the figure with
raw materials entering at the row labeled RM. The raw materials
are identified by their columns. There are five raw materials
labeled A, B, E, F and G. The number adjacent to a rectangle
in the RM row is the unit cost of the raw material.
Finished goods or products are indicated in the row labeled
FG. Again we identify a finished good with its column. Thus
we have finished goods A, C, F and G. The number to the left
of a rectangle is the unit revenue for the product and the number
within the rectangle is the maximum sales per week.
The unit-processes or operations used to translate the raw
materials to finished goods are colored to indicate the machines
that implement the operations. For the example, we have six
machine types labeled W, M, R, C, G and B, refering to the colors
Brown, Magenta, Red, Cyan, Green and Blue. (The color designations
are the same as those used by Goldratt, and I don't know why
Brown is labeled with a W). The number within a rectangle is
the unit-processing time expressed in minutes. A particular
operation is identified by its row and column. The flow of materials
proceeds from raw materials to finished goods along the lines
connecting the operations. Lines converging indicate assembly.
For example, the outputs of operations A5 and B5 are assembled
in operation A7. Diverging lines indicate that the output of
an operation is used by more than one following operation. For
example, operations B5 and B6 both require the units produced
by B3. The numbers on the lines indicate work-in-process (WIP)
at the beginning of a week of production.
At the bottom of the figure, we see that the system requires
an operating expense of $4500 per week. Each week has 2400 minutes.
The colored retangles at the bottom indicate the names, numbers
and setup times for the machines of the system. The time capacity
for a particular machine type is 2400 minutes multiplied by
the number of machines.
|
| |
There are many questions that must
be answered regarding the operation of this system.
- Can we produce all the products in the amounts equal to
the weekly demand?
- If all products cannot be produced to the maximum, how much
of each product should be produced?
- When should raw materials be purchased? How many units should
be purchased?
- What lot size should be used for each operation?
The decisions cannot be made independently. For example the
lot size decision affects the amounts of finished goods that
can be produced. In the following we illustrate the use of the
Process
add-in as well as aspects of the Theory of Constraints.
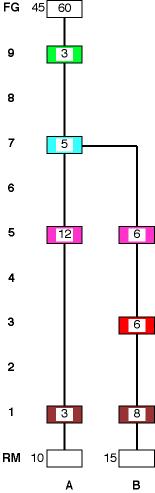
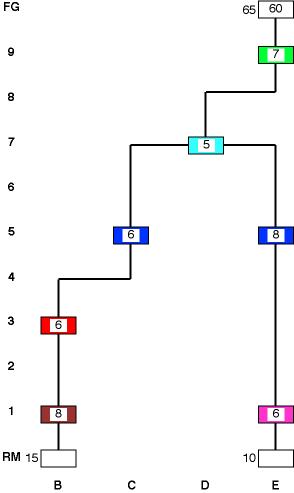
The first step of the TOC is to identify the bottleneck.
To do this with the add-in we describe processes for each finished
good. The figure below shows the operations necessary for finished
good A. Although some of the operations are used for other products,
the process for each product must be defined independently.
The system results will be obtained by combining the data for
the products.
The system is described for Excel using the menu items, dialog
boxes and other interactive features provided by the Process
add-in. See the add-in description
for details. Processes are created on a worksheet by selecting
Add Process from the menu.
|