|
|
|
|
Inventory
Theory
|
 |
-
General Considerations
|
|
Flow, Inventory and Time |
 |
An inventory is represented in
the simple diagram of Fig. 1. Items flow into the system, remain
for a time and then flow out. Inventories occur whenever the
time an individual enters is earlier than when it leaves. During
the intervening interval the item is part of the inventory.
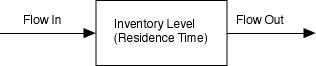
Figure 1. A system component with inventory
For example, say the box in Fig. 1 represents
a manufacturing process that takes a fixed amount of time. A
product entering the box at one moment leaves the box one hour
later. Products arrive at a rate of 100 per hour. Clearly, if
we look in the box, we will find some number of items. That
number is the inventory level. The relation between flow, time
and inventory level that is basic to all systems is
Inventory Level
= (Flow Rate)(Residence Time) |
(1) |
The flow rate must be expressed in the same time
units as the residence time. For the example, we have
Inventory Level = (100 products/hour)(1
hour) = 100 products.
When the factors in this expression are not constant
in time, the expression relates time-averaged quantities.
Whenever two of the factors in the above expression
are given, the third is easily computed. Consider a queuing
system for which customers are observed to arrive at an average
rate of 10 per hour. When the customer finds the servers busy,
he or she must wait. Customers in the system, either waiting
or being served, are the inventory for this system. Using a
sampling procedure we determine that the average number of customers
in the inventory is 5. We ask, how long, on the average, is
each customer in the system? Using the relation between the
flow, time and inventory, we determine the answer as 0.5 hours.
The relation receives extensive use in queuing analysis where
it is called Little's Law.
The relation between time and inventory is important,
because very often the reducing the throughput time for a system
is just as important as reducing the inventory level. Since
they are proportional, changing one factor inevitably changes
the other. |
The Inventory Level |
| |
The inventory level depends on
the relative rates of flow in and out of the system. Define
y(t) as the rate of input flow at time t
and Y(t) the cumulative flow into the system.
Define z(t) as the rate of output flow at
time t and Z(t) as the cumulative
flow out of the system. The inventory level, I(t)
is the cumulative input less the cumulative output.
Fig. 2 represents the inventory for a system when the rates
vary with time.
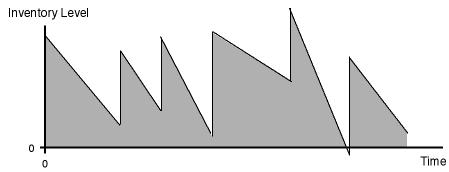
Figure 2. Inventory fluctuations as a function
of time.
The figure might represent a raw material inventory.
The flow out of inventory is a relatively continuous activity
where individual items are placed into the production system
for processing. To replenish the inventory, an order is placed
to a supplier. After some delay time, called the lead-time,
the raw material is delivered in a lot of a specified amount.
At the moment of delivery, the rate of input is infinite and
at other times it is zero. Whenever the instantaneous rates
of input and output to a component are not the same, the inventory
level changes. When the input rate is higher, inventory grows;
when output rate is higher, inventory declines.
Usually the inventory level remains positive.
This corresponds to the presence of on hand inventory. In cases
where the cumulative output exceeds the cumulative input, the
inventory level is negative. We call this a backorder or shortage
condition. A backorder is a stored output requirement that is
delivered when the inventory finally becomes positive. Backorders
are possible for some systems, while they are not for others.
A finished product inventory, for example, may promise later
delivery if a customer arrives to find no product available.
Alternatively, a customer with alternative suppliers may go
elsewhere and the sale is lost. In cases where backorders are
impossible, the inventory level is not allowed to become negative.
The demands on the inventory that occur while the inventory
level is zero are called lost sales. |
Variability, Uncertainty and Complexity |
| |
There are many reasons for variability
and uncertainty in inventory systems. The rates of withdrawal
from the system may depend on customer demand that is often
variable in time and uncertain in amount. There may be returns
from customers. Lots may be delivered with defects causing uncertainty
in quantities delivered. The lead-time associated with an order
for replenishment depends on the production time of the supplier,
which is usually variable and not known with certainty. The
response of a customer to a shortage condition may be uncertain.
Inventory systems are often complex with one component of the
system feeding another. Fig. 3 shows a simple serial manufacturing
system producing a single product.

Figure 3. A manufacturing system with several
locations for inventories
We identify planned inventories in Fig. 3 as inverted
triangles, particularly the raw material (1) and finished
goods inventories (10). Material passing through the production
process is often called work in process (WIP). These
are materials waiting for processing as in the delays
of the figure (2, 4, 6, 8), materials undergoing processing
in the operations (3, 7), or materials undergoing inspection
in the inspections (5, 9). All the components of inventory
contribute to the cost of production in terms of handling and
investment costs, and all require management attention.
For our analysis, we often consider one component
of the system separate from the remainder, particularly the
raw material or finished goods inventories. In reality, rarely
can these be managed independently. The material leaving a raw
material inventory does not leave the system, rather it flows
into the remainder of the production system. Similarly, material
entering a finished goods inventory comes from the system. Any
analysis that optimizes one inventory independent of the others
must provide less than an optimum solution for the system as
a whole. We consider inventories that are related by flow in
the WIP section of these pages.
Real inventory systems must face the dual curse
of variability and uncertainty, and are often embedded in complex
systems. In order to develop a theory to help manage inventories
it is necessary to construct mathematical models that are abstractions
of reality. Every model neglects certain aspects of the problem
to obtain results that may be of use. When we describe simplified
models on the following pages, we do not actually believe that
the models actually are perfectly accurate. On the contrary,
if the modeller attemps to create a model to be an accurate
reflection of reality it would be too complex to be of value.
Simplified models do provide results that can be used for decision-making.
Whether a model has sufficient accuracy to make the results
valid in a particular context must be judged by those charged
with applying the model. |
| |
|
|