|
|
 |
Process
Flow Models |
 |
- Setups and Recycling
|
| |
This page
describes the model that computes the total time consumed by
one unit of product as it passes through a resource. The total
time includes the effects of setup time, operation time, lot
size, scrap and recycling. The model is appropriate of any drive/structure
alternative. |
| |
 |
The features checked
in the dialog may be selected independently, but we describe
them all on this page because they are all implemented in
the same add-in function. |
|
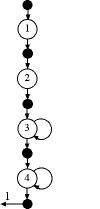
As an example we consider the serial
process shown at the left. This is a pull tree with 1 unit
of flow withdrawn at operation 4. Each operation has operation
time, setup time and lot size parameters as specified on
the Excel worksheet below. Operations 3 and 4 recycle part
of their output flows. The recycle proportions are also
shown on the worksheet. Operation 4 also has a nonzero
scrap rate.
Here we show the equations with
which the Adjusted Time column (L) and the Adjusted
Scrap column (M) are computed. The formulas depend
on the operation time, setup time, lot size, scrap
rate and recycle rate for an operation. The adjusted
times and adjusted scrap rates are used for the computations
in the remaining columns at the right of the display
(Flow Removed, Ratio, Unit Flow,
etc.). |
|
| |
|
| |
Data Items and Result Items for the Example
Column |
Title |
Explanation |
F |
Operation Time |
This is the time to process one item
passing through the operation.
|
G |
Setup Time |
This is the time to setup the operation
for a production lot.
|
H |
Setup Lot |
This is the number of units processed
between setups. A manufacturing operation may require a
machine that must be setup to produce each product. When
the setup time is not zero, it may be beneficial to produce
several units before setting up for the next product.
|
I |
Transfer Lot |
This is the number of units that are gathered together
before they are transferred to the next operation.
|
J |
Scrap Rate |
This is the percentage of products
passing through the operation that are scrapped. The
scrap may be due to materials removed by the process or
items discarded due to obvious defects. Scrapped amounts
are removed from the flow.
|
K
|
Recycle Rate |
This is the proportion of the items
leaving the operation that are recycled back to the input
of the same operation for reprocessing.
|
L |
Adjusted
Time |
This is the time for a unit of product
passing through the operation when adjusted for setup times
and recycling.
|
M |
Adjusted
Scrap |
This is the scrap rate for a unit
of product passing through the operation when adjusted
for recycling.
|
|
Adjustment
of operation time for lots |
| |
For most production systems, the primary effect
of flow through operations is the utilization of time on the
machines and other resources of the plant. We define the operation
time as
 (operation time) The time required for one item to pass through
operation i.
(operation time) The time required for one item to pass through
operation i.
The operation time is usually a combination of the time required
to set up a machine for production,  ,
and the time required to actually perform the operation, ,
and the time required to actually perform the operation,  .
The net effect of these two components depends on the number
of units processed for each setup, the lot size s.
For purposes of estimating resource usage it is sufficient
to allocate the setup time to the individual unit of product
as .
The net effect of these two components depends on the number
of units processed for each setup, the lot size s.
For purposes of estimating resource usage it is sufficient
to allocate the setup time to the individual unit of product
as

To illustrate consider operation 1 with processing
time 1, setup time 10 and lot size 10. The adjusted operation
time for these parameters is 2. It is shown in the Adjusted
Time column (L) of the Excel display.
|
Adjusting
operation time for recycling |
| |
In some instances product may be required to pass through
an operation more than once. This is called recycling. Recycling
may be required by the manufacturing process. For example,
a part may require several coats of paint, and hence several
passes through the painting operation. Rework of material
to correct defects may also cause recycling. We note that
some causes for recycling are deterministic, such as those
required by the process, while others may be stochastic, as
when product is recycled to correct defects. The model does
not recognize this distinction, as only average flow rates
are computed. The model can not restrict the specific number
a times the recycle. Rather a parameter p is specified,
and each pass through the operation is recycled with probability
p.
First consider the case of an operation for which the proportion
p is recycled. At steady state, the same number of
units (not including those recycled) that enter the process
will also leave it. Let this number be V and compute
the number that will be recycled  . .

We can represent an operation with recycling as an equivalent
operation without recycling if we replace the operation time
with an adjusted time, t', where:

To illustrate consider an operation with processing
time 2 and recycle proportion of 10%, Then we have an adjusted
processing time of 2/0.9 = 2.2222.
When an operation has recycling and lots greater
than 1, only the processing part of the operation time is
affected by recycling.
|
Adjustment
of operation time and scrap for recycling |
| |
Let w be the proportion of the material passing
through the operation that must be scrapped. Let p
be the proportion of the remaining flow that is recycled.
Under these conditions the total flow into the process is
greater than the flow output. Let  be the flow input to the operation. The amount recycled is
be the flow input to the operation. The amount recycled is

We can represent an operation with waste and recycling as
an equivalent operation without recycling if we replace the
operation time with an adjusted time, t' and adjusted
waste w', where:


Operation 4 in the example illustrates this
situation.
|
User
Defined Functions |
| |
The adjusted time and adjusted waste are computed using User
Defined functions provided by the add-in. The adjusted
time function with its arguments is:
= adj_time(operation time, setup time, lot
size, scrap rate, recycle rate)
This expression is placed in the Adjusted
Time column. The arguments on the worksheet are references
to the cells holding the parameters.
The adjusted scrap function with its arguments is:
= adj_scrap(scrap rate, recycle rate)
This expression is placed in the Adjusted
Scrap column. The arguments on the worksheet are references
to the cells holding the parameters.
The Flow Removed column (N) is the
same as the Adjusted Scrap column (M) when there
are no defects removed by an inspection station. In the
formulas
describing the flow ratios, unit flows, operation flows,
unit times and WIP, the notation
refers to the entries in the Adjusted Time column,
and the notation  refers to the entries in the Adjusted Waste
column
refers to the entries in the Adjusted Waste
column
|
| |
|
|