|
|
 |
Process
Flow Analysis |
 |
-
Process Definitions |
| |
A manufacturing system
is defined by collection of processes for the one or more products
of the system. Data describes a process in terms of structure,
operation sequence, push or pull flow, setup and operation times,
lot sizes, recycle rates, scrap rates, defect rates, raw material
use and machine requirements. Computations distinguish between
processing and inspection operations, with processing operations
producing defective items, and inspection operations discovering
and scrapping defective parts. The main results of the add-in
are the operation unit flows that indicate the rate of flow
into each operation per unit of finished product. The add-in
builds and formats the worksheet areas necessary for data entry
and inserts the formulas necessary for analysis.
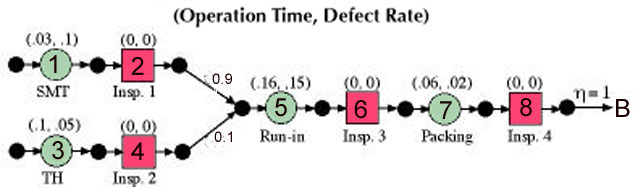
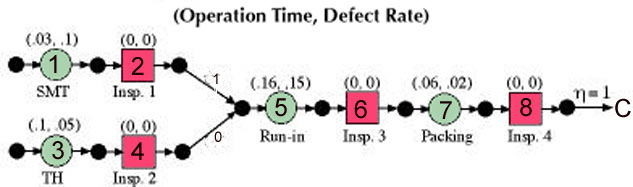
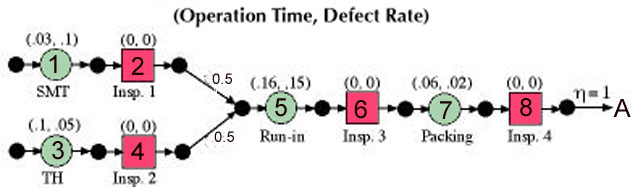
We repeat the process chart for product A for illustration.
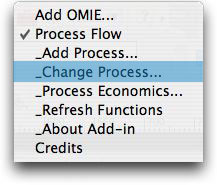
Data concerning product A is entered
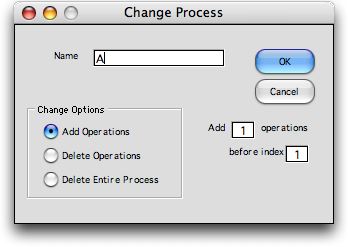
by selecting the Add Process item from the OM_IE menu. The following
dialog box is presented. Cells are provided for the Location
and Name of the process. The check boxes indicate various
features the data structure is to exhibit. For the present example,
we include defects, proportions, resources and raw materials.
The Tree structure option has been chosen because the
the raw materials combine to make the finished good. The process
chart has the tree structure. The Pull drive option indicates
that the demand for the product is pulled from the final operation.
The other structure and drive options are illustrated later.
|
| |
|
| |
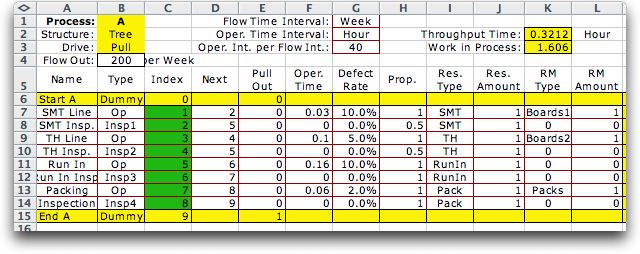
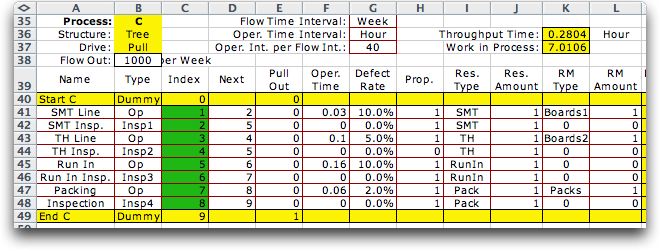
The figure below shows the data structure
after the information for product A has been entered. The
other products differ only in the proportion of cards passing
through the two lines. Note that the columns of the display
include the required columns and columns necessary to model
the items checked in the dialog box.
At the top of the display the name,
structure, drive and flow out of the
process are listed. The first three items are in a yellow
field indicating that these values should not be changed.
If they are mistakenly entered, delete the process and redefine
it with correct values. The flow out can be changed to reflect
different amounts of finished products. The data entries in
cells G1, G2 and G3 define the time dimensions for characteristics
of the problem. The Flow Time Interval is the dimension
by which demand for the finished good is measured. For this
example, the flow out of the process is 200 units per week.The
Operating Time Interval is the dimension by which
processing times are measured. For example the processing
time for the SMT line is 0.03 hours. The Operating Interval
per Flow Interval, tells for this example the number of processing
hours during a week. We enter 40 here to indicate one shift
operation for 5 days per week.
|
| |
|
| |
Also at the top of the display are
summary results. In cell K1 we see the total time spent in
the operations of the process measured in hours. Cell K2 holds
the total Work-in Process for this process. The contents of
these cells are computed with formulas as described below.
The table below shows the meanings
of the various data columns. We only define here the columns
used in the example. The data columns start in the worksheet
column A in the example, and we use the Excel column designations
to describe the items. There is no requirement, however, that
the process definitions begin in column A, and the columns
used by a particular data item will depend on the items selected
in the dialog.
|
| |
Data
Items Describing a Process
Column |
Title |
Explanation |
A |
Name |
Name to identify operation.
The example has eight operations. The Start and End operations
are added by the program.
|
B |
Type |
The type is identified by the first
two letters of this field. "Op" identifies
a processing operation, delay or inventory. Defects introduced
in "Op"
operations are accumulated but not discarded. "In" identifies
an inspection operation. "In" operations discard
some proportion of the defects as waste.
|
C |
Index |
This column specifies a unique
number identifying an operation. The column is colored
green to indicate that the add-in controls its contents.
The numbers in this column will be sequential integers
and the index assigned to a particular operation will
change when operations are added or deleted using the Change
Process command. The
user should not bother these numbers.
|
D |
Next |
This column gives the index of
the following operation in the process. For the pull/tree
option illustrated here all operations must have a unique
following operation. The following node of the "End" operation
is 0. Every pull/tree structure defines a unique vector
of Next indices. This column is labeled Previous for
a push tree. For the Network structure, this
column will not be included unless the Defects option
is selected on the dialog.
|
E |
Pull Out |
The numbers in this column describe
flows out of each node relative to 1. For the example,
the only non-zero entry is the end operation (9). The
total flow out of the process is the product of this
number and the number in cell B4. Other numbers
in this column are also relative. If 1/2 were entered
in E10, flow in the amount of (1/2) times the number
in cell B4 would be removed from the TH line. This allows
the process to have several outputs. Note that all outputs
are proportional to the number in B4.
|
F |
Operation Time |
This is the time to process one
item passing through the operation.
|
G |
Defect Rate |
This is the percentage of products
passing through a processing operation that receive defects.
We assume a single defect warrants discard of an item,
however, the defects are only discovered by an inspection.
Defects do not change the flow except at an inspection
operation. For an inspection operation, the defect rate
is the proportion of defects not discovered and
discarded.
|
H |
Proportion |
For a pull system, this
is the proportion of the flow entering the next node
that comes from the operation specified by this data
line. For product A, 50% of the flow of finished product
comes from the SMT Inspection and 50% of the product
comes from the TH Inspection. The other products differ
with respect to these proportions. For a push system,
this parameter is the proportion of the flow leaving
the operation that goes to the next operation.
|
I |
Resource Type |
This is the machine resource
used by the operation. Machines are identified with
names or numbers. Different operations and processes
may use the same resources. The resource types are
used to construct the from-to matrix. See
the page describing this matrix for more details.
|
J |
Resource Amount |
This is the number of resources
used by the operation. For machines it is usually 1.
For those rows without resources, the number has no meaning.
|
K |
Raw Material Type |
This is the raw material identifier
used by the operation. Raw materials are identified with
names or numbers. Different operations and processes
may use the same raw materials.
|
L |
Raw Material Amount |
This is the number of units of
raw material used by the operation. It has no
meaning if the associated Raw Material Type is blank
or 0.
|
|
| |
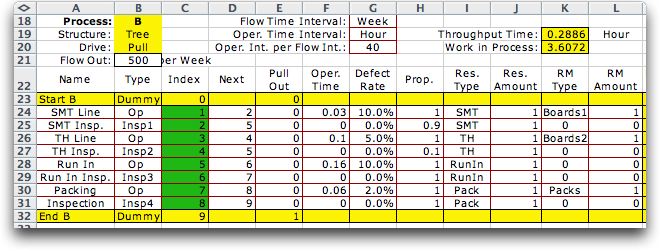
The example includes two additional
products, B and C. The products differ in the proportion of
product that passes through the SMT and TH lines. In the case
of B, 90% of the boards come through the SMT line, while 10%
come through the TH line. All of the boards for product C
come through the SMT line. The TH portion of the process could
have been left out, but we leave it in to keep the three processes
similar.
|
| |
|
| |
|
| |
Note that we have defined all the processes
in the example on the same worksheet with all process definitions
starting in column A. This is not necessary as processes may
be defined on different worksheets and at different locations
within a worksheet. All the processes are assumed to comprise
the complete system for the economic analysis. Use a different
workbook for each system.
There is no limit to the number of
operations in a process for the tree structure. The network
structure is limited to about 50 operations. The analysis
of the network structure requires a matrix inversion. Excel
limits that computation to a matrix with fewer than 50 rows
and columns.
The add-in limits the number processes,
resources and raw materials to 50 for each. These numbers
may be changed by changing the associated variables in the
Declaration module of the add-in.
|
Change Process |
| |
Operations
may be added or deleted with the Change Process item
on the OM_IE menu. The example below will add a new operation
after the operation indexed 1 (SMT Line). The start and end operations
are fixed. Operations cannot be added before the start or
after the end. Use the third button
to delete an entire process.
|
| |
|
|