The queuing
analysis requires a number of assumptions. First we assume
that items using a resource visit individually and in random
order. Further we assume that the interarrival times come from
an exponential distribution and that the service times come
from an exponential distribution. The means of the distributions
are computed from the process data. The operation times for
the items include an allowance for setup times, if that parameter
is used, but the items are not processed in a lots. Lot processing
would invalidate the assumptions of exponential service time.
If these assumptions make the analysis invalid, the queuing
results can simply be neglected.
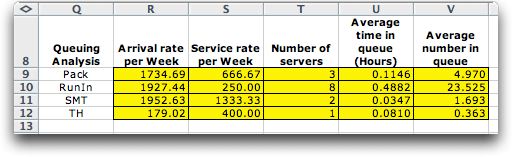
The results do provide estimates of delays due
to queues waiting for resources, and queues often occur in
a manufacturing situation. The queue times could be used as
delay times in the process definitions. Delays do not affect
resource utilization, but they do affect throughput time. An
analysis using the queuing results could be more accurate than
an analysis that does not.
All the cells of the queuing analysis are implemented
with formulas, so no interaction is necessary from the user.
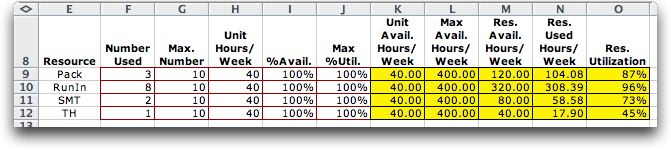
In cases when the capacity of the resource is equal or less
than the use of the resource, the queuing analysis will indicate
an error. The queuing formulas are not valid in these cases,
and in fact, queues are infinitely long. Of course an optimum
solution obtained with a linear mathematical programming model
will use all bottleneck resources to their fullest. We use
the Max. % utilization in column J of the data to limit the
use to the percentage shown here. If one sets this number less
than 100%, the resource utilization will always be less than
1 for an optimum solution and queues will be bounded.
Note that the analysis here is different than
the analysis provided by queues within
a process. For the latter case, the flow through the queue
is entirely the flow for the process, and not the combination
of flows from several processes. The results for the queue
within a process do depend on the lot size. |