The
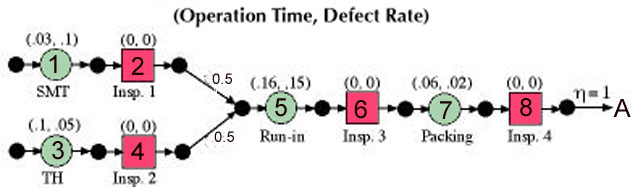
numbered circles in the figure are production operations
that perform some activity on the product. Operations 1 and
3 are respectively the SMT line and the TH line. Each operation
has two parameters placed within parentheses near the circle.
The first parameter is the processing time per unit of product.
The second parameter is the defect rate for the operation.
Our models assume that defects introduced by an operation
pass through the downstream operations and are not discovered
until an inspection station is encountered. For this example
each operation is followed immediately by an inspection,
so defects are discovered immediately after they are produced.
The rectangles are inspection stations.
Inspections discover defective items and remove them from
the flow. Again, an inspection station has two parameters.
The first is the time for inspecting a single unit. For the
example, we use 0 for the inspection time indicating that
the operator of each operation inspects his/her own work.
The time for inspection is included in the operation time.
The second parameter is the proportion of defective items
that are not discovered. In the case of the example these
are 0, indicating that the inspection operations find all
defects. For the example, inspection takes place after each
operation; however, this is not necessary. One use for the
models is to find the most effective locations for inspections
in the process.
The flows from the SMT and TH lines
merge after inspection to pass through the remainder of the
process. In the example, 50% of the flow is to be from the
SMT line and 50% from the TH line. After passing through
one of these lines, the product passes through a run-in test
in operation 5, an inspection in operation 6, packing in
operation 7 and a final inspection in operation 8.
The example considers three products.
Product A is described above. Products B and C are similar
products that differ only with regard to the proportions
of product passing through the SMT and TH lines. For product
B, 90% of the units pass through the SMT line and 10% pass
through the TH line. For product C, all the units pass through
the SMT line. Although the three products use the same operations,
we represent them with separate processes. This allows the
quantities produced of the products to be set independently.
It also allows the operation parameters to be different for
the different products. |